A Study on the Development of the Key Promoting Talent in the 4th Industrial Revolution - Utilizing Six Sigma MBB competency-
Article information
Abstract
Purpose
This study suggests that Six Sigma MBB should be used as a key talent to lead the fourth industrial revolution era by training them with big data processing capability.
Methods
Through the analysis between articles on the fourth industrial revolution and Six Sigma related papers, common competencies of data scientists and Six Sigma MBBs were identified and the big data analysis capabilities needed for Six Sigma MBB were derived. Then, training was conducted to improve the big data analysis capabilities so that Six Sigma MBB is able to design algorithms required in the fourth industrial revolution era.
Results
Six Sigma MBBs, equipped with the knowledge in field site improvement and basic statistics, were provided with 40 hours of big data analysis training and then were made to design a big data algorithm. Positive results were obtained after applying a AI algorithm which could forecast process defects in a field site.
Conclusion
Six Sigma MBB equipped with big data capability will make the best talent for the fourth industrial revolution era. A Six Sigma MBB has an excellent capability for improving field sites. Utilizing the competencies of MBB can be a key to success in the fourth industrial revolution. We hope that the results of this study will be shared with many companies and many more improved case studies will arise in the future as a result of this study.
1. Introduction
1.1 Background and purpose
Companies focused their efforts in making more robust and better quality products at a cheaper price during the third industrial revolution era. Companies equipped themselves with competitive leverage by inputting good raw materials and skills and cheaper labor force. Six Sigma which is a proven scientific technique, has contributed a lot to quality control and improvement, and has made a great contribution to companies equipping themselves with competitive leverage with good quality products.
The keyword to 4th industrial revolution (Industry 4.0, Industrie 4.0, 4th Industrial Revolution) is convergence between hardware and software. All objects are connected via the internet and the field site is governed by data. The keywords are smart products and plants which not only fulfill customer's demands but pursue customer's happiness. Until the 3rd industrial revolution, innovation of products and processes were important. In 4th industrial revolution era, companies should learn new things and develop Six Sigma by converging it with new knowledge thus creating new innovative methodology suitable for 4th industrial revolution era. With the advent of 4th industrial revolution era, rather than replacing Six Sigma with a new management innovation methodology, this study proposes that companies should utilize Six Sigma MBB (Master Black Belt) as talents for 4th industrial revolution with a hope to revive Six Sigma's advantages as management innovation methodology that leads the quality of 4th industrial revolution era in tune with the times (Schwab, 2016).
1.2 Method
This study shows that Six Sigma MBB is an appropriate key talent who can be prepared for and lead the 4th industrial revolution. This study aims to compare key words of 4th industrial revolution with capabilities of Six Sigma MBB and after confirming similarities between them, develop Six Sigma MBB with capabilities that need to be reinforced and utilize them. This thesis shows the results of applying big data analysis algorithm to the field site after Company A selected and trained their MBB in such a way.
2. Theoretical background and precedent study
2.1 Study on fourth industrial revolution
These days, many studies on 4th industrial revolution are published and opinions from different positions are presented. Although, the 4th industrial revolution is perceived as an important concept in many fields, a generalized definition does not yet exists. In Hermann's study, there is a quote from a Audi's production manager from the field site that “I could not explain to my son what the 4th industrial revolution actually means”. “Majority of companies in Germany do not yet understand clearly what the 4th industrial revolution is and what it would look like” is the actual state of definition regarding the recent 4th industrial revolution.
By analyzing keywords of 51 thesis and papers in 2016, Hermann derived core technologies of 4th industrial revolution as shown in Table 1 which were CPS(Cyber Physical System: Technology for realizing super connection and IoT in which heterogeneous systems interoperate via network based distributed control system that combines physical systems with sensors and actuators and computing that controls them), IoT(Internet Of Thing: The basic technology · service of the connected society as well as next generation internet which can be defined as Internet of Things or internet between individuals and is an environment for sharing information created by a uniquely identifiable Thing through the internet), IoS(Internet of Service), Smart Factory(An intelligent factory that can improve productivity, quality, customer satisfaction etc. by applying information and communication technology (ICT) to the entire production process such as design · development, manufacturing, distribution · logistics etc.). (Hermann. 2016)

Core technology of the 4th Industrial Revolution by Hemann
M2M (Machine to Machine: Communication between machines. M2M enables various devices such as machines, sensors, computers etc. to exchange information using wired and wireless communication technology and thus upgrades functions or performances of individual devices and provides new intelligent services which an individual device could not provide on its own) is a technology that enables IoT, Smart Product(new smart devices that are made by adding application (App) to existing smart devices (TV, mobile phones etc.) and can be interfaced with SNS) is a component of CPS, and Big Data(data of big size and short life cycle which is created under digital environment and also includes not only numeric data but also characters and video data) and Cloud(a storage space which enables users to use data by just connecting to the internet from anywhere and anytime by storing data in central computer connected to the internet) are thought of as a data service concepts which utilizes data and thus are not considered as technologies.
As can be seen in Table 2, Klaus Schwab (2016) in his book categorized key technologies which would lead the 4th industrial revolution from mega trend perspectives into physics, digital, and biology related technologies and categorized core technologies into 9 categories.

Key technologies that lead the fourth industrial revolution by Klaus Schwab
In 2016 World Economic Forum (WEF: A prestigious international civic conference where prominent businessmen, politicians, scholars, journalists from all over the world gather to discuss the world economy. Since 1981, more than 2,000 internationally influential people have participated in a debate held in Davos (a resort city in Switzerland and thus also called Davos Forum) between January and February regarding areas ranging from politics, economics and culture etc.), it was emphasized that we are already in 4th industrial revolution phase and there will be a more disruptive and innovative changes in the future. The 4th industrial revolution defined by the WEF is a ‘Technology Innovation’ paradigm where disjointed areas are developed through convergence of different areas beyond boundaries. (Lee, 2016)
As shown in Table 3, the three perspectives of 4th industrial revolution attributes are interconnected although there can be differences depending on which perspectives are emphasized. 4th Industrial revolution can be identified as first ‘the technology innovation that develops through convergence’, second ‘industrial structure innovation of manufacturing industry’ and lastly ‘AI based platform business’ (Lee, 2016).

WEF 2016 Fourth Industrial Revolution Property at Davos Forum
It is expected that there will be a lot of changes in status, roles and methodologies of manufacturing industry in Korea in the 4th industrial revolution era. The change for the future of manufacturing industry will start from how it establishes its direction on equipping itself with competitive leverage.
In Korea, a report published by Hyundai Research Institute in 2017 showed that 56.7% of companies replied ‘Not at all’ to a question “How much do you know about the 4th industrial revolution?” in a survey regarding company's perception of 4th industrial revolution and learning points. The report showed that there were more companies with concerns about ‘labor market collapse’ (13.6%) than companies expecting ‘new job creation’ (10.3%) in the 4th industrial revolution era. (Jung et al, 2017).
Table 4 shows the survey result of a report from Hyundai Research Institute regarding core technologies of 4th industrial revolution. Companies each chose 2 most likely core technology items of the 4th industrial revolution and highest response was AI with 32.5% followed by IoT 14.9%, Big Data 13.4%, Robot 12.8%, Smart Factory 9.8%, 3D Printing 7.6%. Unmanned transportation, cyber security, biotechnology, cyber physical system, new materials, and block chain (technology to prevent hacking while trading with virtual currency) are included in etc. category. (Jung et al, 2017).

Core technology of the 4th Industrial Revolution
A. 4th Industrial revolution application case study
Amazon's store in which consumers need not queue in line for payment as camera sensors check the shopping list and automatic payment is made, Domino's autonomous pizza delivery robot which delivers pizza via the shortest route using laser sensor and google map, and DHL which derives the optimized delivery route considering real-time traffic situations and geographical and environmental elements based on big data which analyzes user patterns etc. are changed lifestyles in the 4th industrial revolution era.
① Nobilia's smart factory
Nobilia is Germany's No. 1 kitchen furniture company in Europe that has set up a customized production system using ICT (a compound word of IT (Information Technology) and CT (Communication Technology) that includes hardware of information devices and software technology required for operation and managing information of such device and all methods such as collecting, producing, processing, storing, delivering utilizing information using such technology) and utilizes customized production technology by connecting components and equipment in real time and assembling kitchen future according to customer's demand based on 85 colors and 215 sizes. It has a flexible production system which can change its working method according to customers’ requirements.
When customer requirements are input in the barcodes, robots produce products using materials requested by the customer which is specified in the bar codes. There is no inventory cost due to immediate shipping after production and the factory can produce 2,600 sets per day which is approximately 580 K sets to 70 countries throughout the world. As automated robots are used, production is carried out 100% in Germany where labor cost is expensive.
Andreas Fendel, a professor of Kaiserslattern University in Germany, quoted that ‘Nowadays, trend is individualization. Companies have to be able to produce products in a form individual customer wants.’ and Detlef Julke, the head of DFKI(Deutsches Forschungszentrum für Künstliche Intelligenz) proposed the direction of manufacturing industry with a comment that ‘Companies should be able to provide individually customized products to new customers immediately.’
There is a future for the manufacturing industry only if companies derive productivity, quality and customer satisfaction all together. Companies have to focus on individually customized products and small quantity of many types of products based on intelligent plants and smart factories.
② GE's intelligent factory
In Pune, India, there is GE's intelligent factory. It manufactures various products such as air craft components, power plant facilities, railroad components, medical diagnosis devices etc. but there is just one type of production facility. Components, machines, people and customer data are connected through IoT and big data is analyzed and process is optimized through analysis program Predix that GE has developed itself. Production cost was reduced by 20% and productivity was increased by 10% as the factory thought and made decisions by itself and thus optimized process by analyzing data accurately in real time and made it possible to produce most valuable products. GE prides itself that this is a result of intense deliberation for better production methods.
③ Maserati's virtual physical system
Maserati is a global leader in the high-performance sedan market. However, in 2012, only 6,088 units were sold annually. Using virtual physical system, Maserati achieved production innovation by producing 42,100 units in 2016 which is a growth of 6.6 times. Virtual physical system is a method which makes mass production after virtual design, virtual pilot product, and simulation process. It has managed to shorten development period which normally takes 30 months down to 16 months, greatly reduced development cost and simplified complex production process by 10% by modifying and repeating costly test drive and various tests in virtual space.
What these companies have in common is that they have achieved manufacturing innovation using digital technology to provide personalized products in timely manner. The important point is that this is not something which could be implemented in a short period of time but research and endeavors were made sustainably even to this date.
Professor Yeon Sung, Kim of Inha University's College of Business Administration proposed that concept of Smart Factory is ‘Machines sharing information themselves and proceeding work on their own through sensors that enables information exchange between machines in order to meet customer demands, quality, cost and delivery at the same time, thus replacing the process of people seeing, measuring and recording.’ He also emphasized that future of manufacturing industry is in ‘producing totally different vehicles through innovation of production methods, giving what the customer wants, adding specification wanted by customers and providing the product at the time customer wants’
2.2 Capabilities of MBB which can be seen through Six Sigma success factors
Table 5 shows success factors of Six Sigma derived based on 22 previous important precedent studies. It was observed that nine major factors were key success factors to successful and systematic implementation of Six Sigma which were leadership, education/training/system, alignment with business strategy, customer focus, financial performance, organization culture, performance compensation and incentive, implementing organization, and finally alignment with suppliers. Such success factors can be seen as capabilities possessed by Six Sigma MBB and BB.

Six Sigma success factor review
Also, success factors of Lean Six Sigma were already proposed from previous precedent studies. Table 6 shows important factors such as leadership, education/training, system, methodology, and implementing organization. Of these factors, factors which can be seen as capabilities possessed by MBB are leadership, education and training, and methodology.

Lean Six Sigma success factor review
The common capabilities of Six Sigma MBB which could be seen through success factors of Six Sigma and Lean Six Sigma are first and foremost leadership. Leadership is capability to organize a team and lead that team to proceed with improvement task. Second is education and training. It is capability to educate organization members to understand methodology on proceeding with Six Sigma tasks and training them. Third is the system. It is capability to think from the total system perspective and improve processes. Finally, it is capability to apply various methodologies and implement them.
3. Capabilities required in 4th industrial revolution era
3.1 Capabilities required for smart factory implementation
It is expected that with the introduction of Big Data and AI based CPS (Cyber Physical System), there will be radical innovation in the manufacturing industry. Talents equipped with overall knowledge of IoT, Big Data, AI will be required competencies of production field sites in 4th industrial revolution era. In order to build Smart Factories, IoT sensor related technologies and IoT Big Data, Data Analytics capabilities are needed in supply management, production management, facility management, safety management and energy environment areas. (Cho, 2017)

Smart Factory Concept
Big Data means large amounts of data in the size of terabyte or bigger and is also known as algorithm for processing data. The global consulting company McKinsey mentioned that definition of Big Data is subjective and the scale of it exceeds data collection, storage, management, and analysis and it will change sustainably.

BCG Group Industry 4.0 9 Pillar Model
This is BCG Group's 9 Pillar Model of 4th industrial revolution. It shows a smart facility and smart factory which has automated facilities that can conduct simulation, share information between different systems, link all this through the internet, access information easily through cloud computing. In smart factories, cyber security is made possible through block chain and workers can see whatever is required in the production field site via virtual reality and data from all such process is collected and analyzed through the Big Data and the facility conducts self-maintenance by itself. (Lee, 2017).
Appropriate talents are required in order to prepare for 4th industrial revolution era and implement smart factory and this study identifies capabilities needed by such talents and summarizes these capabilities in Table 7. First is data collection. One has to know what kind of data should be collected and how to collect such data. One also has to understand and learn IoT as well as various sensors. Second is storage and analysis technology. One should be able to analyze conditions in real-time with collected data and should be able to provide aid for quick decision making. Third is value creation. Capability to design algorithm that can create value with the system itself through machine learning while analyzing collected data is required. With AI, defect prevention is possible as well as quick problem solving. Finally, core competency needed for Smart Factory is optimization. Factories should be optimized through convergence of technologies and should be able to derive results. Such are core competencies that will lead the 4th industrial revolution era.

Core competencies needed to build a Smart Factory
When implementing a smart factory, a person who can see the system and process from holistic perspective is required rather than a person who has worked in just one area. When collecting data, it is important that one should be able to judge what data should be collected from what process and how. It is important to select measuring items which can best describe a system rather than collecting as much data as possible without in-depth thought. Six Sigma MBB who has experience and competence of selecting improvement targets and analyzing validity of measurement in Six Sigma has the wide perspective appropriate for implementing smart factory. Also, data analysis capability is also a capability which a Six Sigma MBB basically possesses. A Six Sigma MBB can play a leading role in resolving various quality issues or optimization issues occurred during R&D by displaying appropriate leadership. Required competencies of core talents in the 4th industrial revolution era and capabilities of Six Sigma MBB are identical in many areas.
Table 8 compares the competency required for building a smart factory and capabilities possessed by Six Sigma MBB. In many areas, Six Sigma MBB is equipped with basic capabilities. A Six Sigma MBB has concept of accurate sampling in data collection and possesses capability to analyze the feasibility of measuring items and system in data measurement.
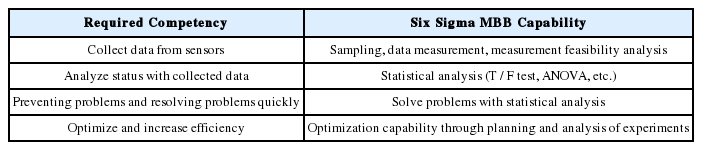
Competency needed to build Smart Factory and 6 Sigma MBB competency
A Six Sigma MBB can analyze T Test or F Test with collected data using statistical analysis tool and make statistical decision making. Table 9 shows statistical capabilities of Six Sigma MBB. Companies can achieve better performances more quickly by using Six Sigma MBB with a lot of statistical analysis capabilities as talents to lead the 4th industrial revolution era. However, there are some shortcoming capabilities in Six Sigma MBB.

Six Sigma MBB Capability
Capabilities which the Six Sigma BMM needs in the 4th industrial revolution era is first the Big Data analysis capability, second IoT related knowledge, and finally AI programming capability. Training required to fulfill such shortcomings is training that enables use of statistical tools including SAS, systematic training regarding IoT and capability to write AI program. Talents with such capabilities are called ‘Data Scientists’. In Exploration series of 明見萬里 (deep insight or farsightedness), published in 2017, data scientists are mentioned as leading figures who will lead the 4th industrial revolution based on probabilities and statistics. McKinsey report in US forecasted that 160 thousand data scientists will be needed in US by year 2018. A data scientist is defined as a person who is capable of deriving value after analyzing data. Data scientist is a person who is capable identifying correlation by finding consistent patterns and routes among flood of data, thus analyzing how to utilize information effectively and making decisions about them. (Schwab, 2016).
Through experience as GB and BB, Six Sigma MBB can make statistical decision based on the understanding of statistics and the concept of probability and has contributed to performance by collecting data based on accurate methods and analyzing them. Also, Six Sigma MBB has capability to support and provide guide to GB and BB in their projects and has analytical capability using basic statistics and probability to train GB and BB. By training Six Sigma MBB with IoT and program for implementing Big Data which are capabilities required as a data scientist, companies can develop data scientists who can lead 4th industrial revolution more quickly.
As can be seen from the Table 10, when a Six Sigma MBB receives Big Data training and statistics training including SAS and basic training regarding DAP with which one can implement Big Data analysis program which are required capabilities of data scientists for a certain period of time, Six Sigma MBB can produce results by writing Big Data analysis algorithm by oneself.

Required Competency and Training for Data Scientist
Figure 3 shows data analysis process and role of experts. The role of experts can be categorized into a business executive who can define a problem and derive a framework regarding analysis, propose and discuss analytic model and methodology, an analytical expert who can apply analytic model and derive results, and an IT expert who can extract Big Data, refine and summary it.

Data analysis process and professional role
4. Applying algorithm to forecast process defect
Company A selected twenty two Six Sigma MBB and from March to June in 2017, operated weekly data scientists development course every month for 3 months and in September, after 3 months of course operation, developed an algorithm to forecast process defect.
Company A also secured field site data and data from whole process as well as unstructured data of recent 3 years and implemented as shown in Figure 4. Data analytics program DAP (Data Analytics & AI Platform) was used.

Data Analytics & AI Platform
By examining Company A's case study regarding process of developing data scientists who will lead the 4th industrial revolution and create results, we can divide the whole process into 6 stages.
-
① Selecting targets for training and enforcing training
From the pool of Six Sigma MBB, Company A selected training targets based on recommendations from supervising executives and agreement from corresponding organization's leaders and conducted on-site training for about 3 weeks during 3 month period. On-site training was conducted outside the company in order to separate trainees from work. Trainees received 10 hours of intensive training every day from 8 a.m to 8 p.m excluding lunch and dinner time. In the first week, training in basic statistics knowledge and statistics tools were given which are knowledge required as a data scientist in 4th industrial evolution era. From second week, training started during which trainees could learn how to use the program after selecting a pilot task and in the third week, training on basic studies regarding forecast analysis, neural network analysis, deep learning in which algorithm can learn and advance on its own through visualization, data mining and machine learning were conducted.
As shown in Table 11, Company A conducted basic training regarding statistics and multivariate statistics, R programming, big data methodology, machine learning, unstructured data mining and web mining, DAP, forecast analysis and IoT, big data platform design and neural network analysis and finally deep learning and managed to develop data scientists in advance who are core talents to lead the 4th industrial revolution era. The MBBs were talents who had worked in Company A for more than 10 years and had contributed to the company A determine what data to collect and how to collect them based on broad perspectives from their experience of working in Company A's product development, quality, and production departments.

Data scientist upbringing curriculum
-
② Selecting pilot tasks
Cases which had occurred while working or issues which has occurred that needs improvement quickly were selected as pilot project candidates and of these, one case was selected as a one-man project. Pilot task was selected during the 2nd week of training and effect of training is increased by making trainees proceed with task while receiving training. For pilot project, selects current problem or most frequently occurring problem, that is, critical or chronic problems. Cooling plate of Company A is a part that makes cooling water flow by bonding top plate and bottom plate and the swelling phenomenon was a critical and chronic problem.
-
③ Collecting data
Once task was selected, all related field data and data from all processes for the past 3 years were collected. All structured and unstructured data were collected in this process. At this time, good and defective data were categorized.
Collect all data about the cooling plate. The first step is to collect process data of Company A and the physical properties of the raw materials of the cooling plate. Secondly, collect the process data of suppliers to produce cooling plates. Particularly, all the data at the time of defect should be categorized and collected. This is one of the Shiny Sigma techniques to find out the characteristic value of difference between Best and Worst.(Kim et al, 2017).
-
④ Algorithm to analyze big data
Trained Six Sigma MBBs designed and wrote analytic algorithm which can show current status with field data, process data and customer data and forecast problems. Categorize all the characteristics that caused good and defective items by frequencies and the statistical significance is calculated from the most frequent items and the items with the greatest influence are sequentially displayed.
-
⑤ Visualization
The results analyzed in the fourth step is implemented so that results can be visualized easily, show simulated results in case of change, enable one to judge factors with greatest influence using histogram or Pareto Chart, and make it easy to identify problems groups through trend analysis as in Figure 5. Figure 5 shows the data regarding adhesive strength of the adhesive on the cooling plate according to time. The difference between the physical properties and adhesive strength of the adhesive is visualized.
Visualization of analysis results
-
⑥ Monitoring
After determining the root cause of the failure through steps 4 and 5, monitor whether the changed parts does not recur for more than 3 months, and add the results as input data. As shown in Figure 6, data can be viewed together at different time points, and actions can be taken if any anomaly occurs. The measured value of the flatness data of the cooling plate is displayed on the monitor, and the phenomenon of fluctuation width increasing is detected in real time.

Monitoring the results of the analysis
5. Conclusion
This study confirms the significance of developing talents required for 4th industrial revolution by utilizing capabilities of Six Sigma MBB who used to lead the management innovation in the past. Three common keywords were derived from the previous studies on the 4th industrial revolution and the five capabilities of Six Sigma MBB were derived from previous studies by analyzing the success factors of Six Sigma and Lean Six Sigma. By comparing capabilities needed by core talents in 4th industrial revolution era with capabilities of Six Sigma MBB who are management innovation specialist, common factors were found and by developing selected Six Sigma MBB intensively for 80 hours regarding 3 capabilities which need to be equipped by Six Sigma MBB in addition, Company A managed to develop data scientists who are core talents to lead the 4th industrial revolution.
In this study, required capabilities were derived by analyzing keywords of 4th industrial revolution and by analyzing success factors of Six Sigma and thus identifying MBB's possessed capabilities, we managed to derive additional capabilities which are required for Six Sigma MBB for them to lead the 4th industrial revolution. In this study, Six Sigma MBB went through 4 weeks of intensive training regarding capabilities which were insufficient as data scientists of 4th industrial revolution and were applied to work after training. Although it could be said that Company A was producing performance by training Six Sigma MBB with capabilities required in the 4th industrial revolution era, this is a single study and thus the limitation of this study is that it is difficult to say that this study result represents Six Sigma MBB of all other companies which are applying Six Sigma. As we approach the 4th industrial revolution era, we still have not been able to segment complexity and variety of Six Sigma MBB's possessed capability. In addition, it was difficult to implement algorithms due to differences in majored subjects and statistical analysis capacities of individual MBB. Thus, there still remains a difficult task of having to increase the accuracy of this study by understanding this problem in detail and digitizing it.