



1. 서 론
건축물의 외장재 또는 내장재는 물론 야외에 설치하는 데크 및 펜스 등 다양한 분야에서 목재의 수요가 꾸준히 증가하고 있다. 천연목재는 자연미를 살릴 수 있는 장점이 있으나, 재료가 무겁고 다양한 형상으로 만들기가 어려우며, 가격이 비싸고, 원목 생산량에 제한이 있어서 대량생산이 어렵다는 문제가 있다. 또한, 천연목재 자체로는 건축물에 요구되는 내수성, 내열성, 내충격성, 내부식성 등의 물성이 좋지 않고, 물에 젖으면 미끄러울 수가 있다. 이러한 문제를 해결하기 위해 나무 성분에 플라스틱 수지 및 첨가제를 혼합한 합성목재(Wood-Plastic Composites: WPC)가 널리 사용되고 있다(Shin et al., 2010). 나무 성분으로는 목재 부스러기나 톱밥 같은 목분이 사용되는데, 목제 제품의 규격 및 품질기준과 관련된 법률에 따라 중량 기준으로 목분이 50% 이상 함유되어야 합성목재가 된다. 플라스틱 성분으로는 열가소성수지인 폴리에틸렌(PE)과 플리프로필렌(PP) 등이 사용되며, 재료의 가공성 및 성능을 높이기 위해 커플링제, 안료, 윤활제 등과 같은 첨가제도 사용된다(Clemons, 2002).
최근 들어서 화재 안전기준 강화로 난연자재에 관한 관심이 높아지고 있다. 2019년 11월 건축물 화재안전 기준이 강화되었고, 2021년 7월 ‘화재 안전기준 강화 5법’이 발의되었다. 기존의 합성목재는 목분과 합성수지가 주요 혼합물인데, 이 성분들은 모두 난연성이 부족하여 화재에 취약하므로 친환경 난연 성분을 첨가한 난연 합성목재를 개발하는 것이 필요하다. 난연성을 가진 재료는 탄닌산, 탄산칼슘, PVC 등 다양하다. 탄산칼슘은 표면이 거칠어 압출 시 스크루의 마모가 발생하고, PVC는 연소 시 유독가스가 배출되어 난연재료로는 부적합하다. 본 사례에서는 탄닌산을 활용하여 합성목재의 난연성을 확보하기 위한 연구를 소개하고자 한다. 탄닌산은 식물에서 추출한 물질로서, 다른 성분과 쉽게 혼합할 수 있고 열전도율과 가연성이 낮아 난연성 재료로 적합하다(Nam et al., 2017). 기존 합성목재에 포함되는 목분의 일부 함량을 탄닌산으로 대체하면 목분이 50% 이상 함유되어야 하는 제약조건을 만족하면서도 난연성을 가지는 합성목재를 개발할 수 있다.
혼합물 재료의 최적 조성을 체계적으로 탐색하는 방법이 혼합물 실험계획법이다(Cornell, 2002; Smith, 2005). 혼합물 신제품을 개발하는 실험에서는 흔히 실험에 고려하는 성분의 수가 많으면 실험의 크기가 커진다. 신제품 개발 혼합물실험을 위하여 Kim and Byun(2006)은 많은 잠재적 성분을 대상으로 통계적 분석을 통하여 중요한 성분을 선별하는 절차를 제시하였고, Kim et al.(2007)은 상관계수를 이용한 표준화된 통계량을 구하여 상관성이 높은 성분변수들 묶어서 선별하는 기준을 개발하였다. 이 두 논문은 모두 통계적 분석을 할 수 있도록 실험점의 수가 비교적 충분한 경우를 예로 들었다. 최근 공업용 혼합물 소재 개발에 관한 사례는 두 가지가 있다. Byun et al.(2014)은 LNG 운반선 보냉재용 초저온 접착제를 개발하기 위하여 꼭지점 실험계획법을 이용하여 실험을 수행하고 3개의 물성을 동시에 만족하는 사례를 제시하였다. Byun et al.(2019)은 핸드폰 충전기 케이블 피복층에 입힐 소재를 할로겐 원소가 첨가되지 않은 친환경 난연 소재로 개발하기 위한 실험연구를 했는데, 통계적 분석보다는 데이터 자체를 관찰하는 방법을 이용하여 엔지니어들과 원활하게 소통하고 이른 시일 안에 개발된 소재를 고객사에 납품한 경험을 공유하였다. Chung and Kim(2020)은 혼합물 실험계획을 시행하기 위하여 FDS(Fraction of Design Space)를 이용함으로써 품질특성을 안전하게 확보하기 위한 효율적 실험설계 방법을 제시하였다.
본 연구에서는 친환경 난연 소재인 탄닌산을 첨가하여 합성목재의 난연성을 높이기 위한 실험을 진행하였다. 가능한 적은 수의 실험으로 체계적으로 최적조건을 파악하기 위하여 목분, 탄닌산, 폴리에텔린(PE), 플로프로필렌(PP), 커플링제, 윤활제 등 성분변수를 이용하여 두 차례에 걸친 혼합물실험을 순차적으로 시행하였다. 예비실험에서는 최적 혼합물실험계획의 각 실험조건에서 제작한 펠릿의 물성을 비교하여 주요 성분을 식별하고, 본 실험에서는 꼭지점실험계획을 작성한 후, 각 실험조건에서 입출한 펠릿에 토치로 불을 인가한 후 꺼질 때까지의 시간인 연소시간을 최소화하는 조건을 파악하였다.
2절에는 실험을 수행하는 데 고려한 재료, 공정, 시편에 관해 설명하고, 3절에서는 두 차례의 실험계획과 이들을 수행하여 얻은 데이터 분석 결과를 기술한다. 최적조건에서 생산한 시편을 공인기관에 보내어 KS 난연성 시험을 의뢰하여 얻은 결과를 4절에 기술하고, 5절에서는 본 연구의 내용을 요약하고 추후 개선 방향을 제시한다.
2. 실험방법
2.1 재료
기존 합성목재는 목분, PE 및 PP로 이루어진 폴리머, 탄산칼슘을 주재료로 쓰고 기타 성분을 혼합하여 이루어졌다. 본 실험에서는 합성목재의 난연성을 높이기 위해서 목분에 탄닌산을 추가하여 난연성을 높이기 위한 실험을 진행하였다.
2.2 압출공정
샘플 제작에 사용되는 압출기는 스크루(Screw) 지름이 15mm인 원추형 트윈 스크루(Conical Twin Screw)이다. 압출온도는 원료 투입구부터 다이(Die)까지 140℃에서 195℃로 변하는데, <Figure 1>에 나타난 바와 같이 압출기 부위별 온도는 Zone 1: 140℃, 2: 190℃, 3: 195℃, Die: 195℃이다. 압출을 통해 나오는 산출물인 펠릿(pellet)은 24시간 동안 자연 건조하여 사용한다.
2.3 시편 제작 및 평가
제작된 펠릿의 난연성은 자가 시험을 통해 평가하였다. 자가 난연성 시험은 펠릿에 토치로 2분 동안 불을 인가한 후 꺼질 때까지의 시간을 측정한 것이다. 연소시간이 짧을수록 난연성이 우수하다고 평가되는데, 10초 이상이면 불합격이다. 이 기준은 합성목재 바닥판에 대한 한국산업표준 KS F 3230:2020의 난연성 품질기준과 같다. 실험연구를 통하여 난연성이 우수한 펠릿을 선별한 후에 KS F 3230:2020 규격인 길이 300mm, 너비 150mm, 두께 80mm 시편을 <Figure 2>의 핫 프레스(Hot Press)로 150℃에서 13분간 압출하여 만든다. 제작된 시편의 난연성을 평가하기 위해 공인 시험기관에 KS F 3230:2020 난연시험을 의뢰한다.
3. 혼합물 실험계획과 분석
합성목재와 같은 혼합물은 일반적으로 각 성분의 개별 혼합량이 아니라 상대적인 혼합비율에 의해 영향을 받으며, 성분 비율의 합이 항상 일정하다는 제약조건을 가지는데, 이러한 혼합물 성분 비율의 최적조건을 찾기 위한 실험이 혼합물실험이다. 혼합물 실험계획의 목적은 반응변수와 성분 간의 관계를 실험계획에 의해 파악하고 반응변수를 최적화하기 위한 혼합비율을 찾는 데 있다(Cornell, 2002; Smith, 2005).
본 연구에서는 합성목재의 난연성을 확보하기 위해 두 차례에 걸쳐 혼합물실험을 하였다. 예비실험에서는 혼합물의 용해에 영향을 주는 성분을 식별하기 위해 최적 혼합물실험계획을 이용하여 실험을 시행하고, 가장 좋은 조건과 가장 나쁜 조건을 비교하여 본 실험에 적용할 성분과 그들의 범위를 정하였다. 본 실험은 예비실험을 통해 선별된 인자를 대상으로 꼭지점실험계획을 이용한 실험을 진행하여 펠릿의 난연성을 높이는 조건을 선정하였다.
3.1 예비실험
합성목재 제작 기업에서 사용되는 10개의 성분 중 목분, 탄닌산, PE, PP, 윤활제, 커플링제의 6개를 선정하여 예비실험을 실시하기로 했다. 나머지 4개 성분 함량의 합은 14wt%로 고정하였다. 난연성 개선을 위하여 6개 성분 함량의 범위를 wt% 기준으로 25≤목분, 25≤탄닌산, 10≤PE≤20, 5≤PP≤15, 2≤윤활제≤3, 2≤커플링제≤3로 정하였다. 탄닌산을 성분에 포함하는 최초의 실험에서 재료가 잘 용해되지 않을 수 있어서 최소한의 실험 횟수로써 원하는 용해성을 확보할 수 있는 성분들의 수준 범위를 파악하고자 혼합물 최적실험계획을 고려하였다. 목분, 탄닌산, PE, PP, 윤활제, 커플링제 등 6개 성분의 제약조건을 만족하는 꼭지점은 총 32개이다. 32개 실험점 중 D-최적화(D-optimal) 방법을 이용하여 7개의 실험점을 <Table 1>과 같이 구하였다.
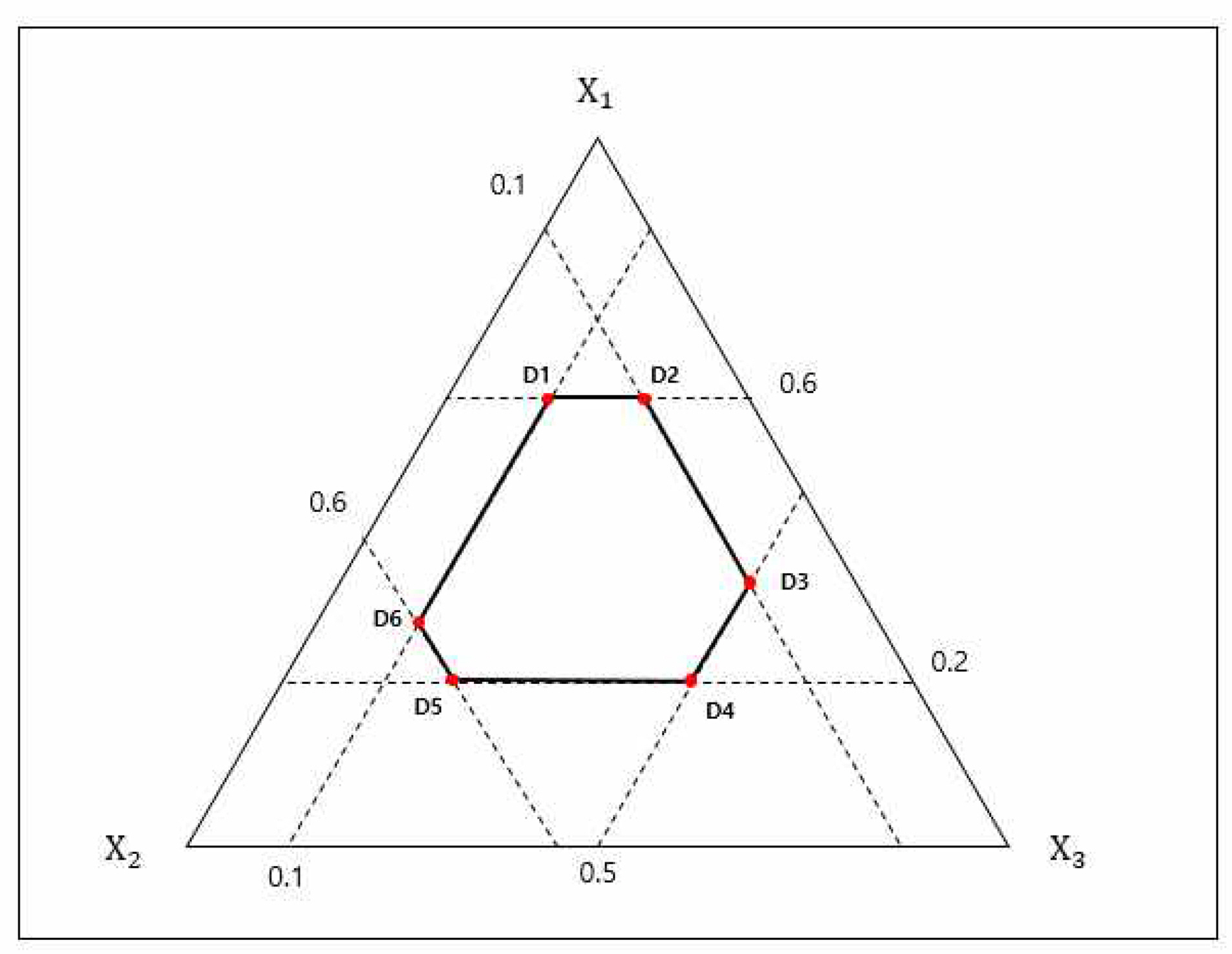
D-최적화 방법은 설계 공간이 불규칙하여 표준방법을 사용할 수 없거나 경제적 이유로 실험 횟수에 제약이 있을 때 사용된다(Johnson and Nachtsheim, 1983). 이는 설계행렬을 X라고 할 때, |XX’|가 최대가 되는 실험점을 선택하여 모수 추정치의 분산과 그들 간 상관관계를 최소화하도록 하는 방법이다(Mitchell, 1974). 예를 들어, <Figure 3>과 같은 0.2<X1<0.6, 0.1<X2<0.6, 0.1<X3<0.5의 제약조건을 만족하는 혼합물실험계획을 생각해 보자. 3개의 제약조건을 만족하는 꼭지점에 해당하는 실험점은 <Table 2>와 같이 총 6개이다. 이를 D-최적화를 통해 |XX’|가 최대가 되도록 구한 실험점이 3개인 설계행렬은 <Table 3> 또는 <Table 4>와 같이 나타난다.
합성목재 생산의 흐름성을 높이고 변이를 낮추기 위해서는 PE가 PP보다 많이 함유되어야 한다. 이러한 조건을 맞추기 위하여 PE보다 PP의 함유량이 많은 <Table 1>의 Run 5와 Run 7을 제외하였다. 난연성을 고려하지 않고 지금까지 제작해 온 합성목재의 기본조성 1(Control 1)은 (목분, 탄닌산, PE, PP, 윤활제, 커플링제)의 함량이 (58.0, 0.0, 14.5, 9.0, 2.5, 2.0) (wt%)이다. 난연성을 높이기 위해 탄닌산을 첨가한 두 번째 기본조성에서는 기존 ‘목분의 함유량’에서 목분과 탄닌산을 각각 동일 비율로 배분하였다. 이에 따른 기본조성 2(Control 2)의 함량은 (29.0, 29.0, 14.5, 9.0, 2.5, 2.0)이다. 2개의 기본조성과 <Table 1>에서 Run 5와 Run 7을 제외한 5개의 실험점을 더하여 총 7개 조건에서 펠릿을 만들고, 각 조건에서 제작한 펠릿의 물성을 비교한 결과를 <Table 5>에 나타내었다. 예비실험에서 물성이란 합성목재를 구성하는 성분들이 잘 용해되어 외관상 알갱이가 보이는지 아닌지에 관한 시각적 판단 결과이다. 알갱이가 보이지 않으면 용해가 잘 된 것이고, 보이면 용해가 충분히 되지 않은 것이다. 예비실험 결과 (목분, 탄닌산, PE, PP, 윤활제, 커플링제) = (25, 30, 20, 5, 3, 3)일 때 혼합물이 잘 용해되었으며, (목분, 탄닌산, PE, PP, 윤활제, 커플링제) = (41, 25, 10, 5, 2, 3)에서는 혼합물이 용해되지 않아서 외관상 알갱이가 보였다.
3.2 본 실험
예비실험 결과에서 가장 좋은 물성을 가진 (목분, 탄닌산, PE, PP, 윤활제, 커플링제)의 (25, 30, 20, 5, 3, 3) 조건과 가장 좋지 않은 물성을 가진 (41, 25, 10, 5, 2, 3) 조건을 비교해 보았다. 좋은 물성을 가진 펠릿과 가장 좋지 않은 물성을 가진 펠릿에서의 PP와 커플링제 함유량이 같으므로, 이들은 혼합물의 용해에 영향을 미치지 않는다고 판단하였다. 이를 바탕으로 본 실험에서는 목분, 탄닌산, PE, 윤활제의 함량의 범위를 25≤목분, 25≤탄닌산, 10≤PE≤20, 2≤윤활제≤3로 두고, 8회의 실험으로 이 제약조건을 만족하는 꼭지점실험계획을 작성하였다(<Table 6>).
8개의 처리조건에서 펠릿을 만들고, 각 조건에서 2개의 샘플을 대상으로 자가 난연성 평가시험을 실시하여 그 결과를 <Table 6>에 나타내었다. 자가 난연성 평가시험은 <Figure 5>와 같이 펠릿에 토치로 2분 동안 불을 인가한 후 꺼질 때까지의 시간을 측정하는 것이다. <Table 6>을 보면, 가장 좋은 조건은 Run 1인 (목분, 탄닌산, PE, 윤활제) = (25, 41, 10, 2)이다. 이 조성에서는 불이 인가한 후 바로 꺼져서 연소시간이 0이다.
난연성 평가시험의 재현성을 확인하기 위하여 4주 후에 난연성 시험을 다시 진행하였다(<Table 7>). <Table 6>과 <Table 7>을 비교해 보면, Run 2, Run 5, Run 6에서는 연소시간 차이가 작았지만, 그 외 5개의 실험점에서는 연소시간에 큰 차이가 발생하였다. 특히 큰 차이를 보인 조건들은 Run 4과 Run 7이다. Run 4는 (목분, 탄닌산, PE, 윤활제) = (30, 25, 20, 3)(wt%) 조성인데, 1차 시험에서 연소시간이 모두 30초를 초과하였지만 2차 시험의 평균 연소시간은 6.20초이다. Run 7은 (목분, 탄닌산, PE, 윤활제) = (31, 25, 20, 2)(wt%) 조성으로서, 1차 시험의 평균 연소시간은 1.08초, 2차 시험에서는 57.06초이다. 시험 결과의 차이는 펠릿을 제작할 때 압출기 온도가 일정하게 유지되지 않아서 혼합물의 물성에 변화가 생기고, 그로 인해 발생하는 펠릿 표면의 크랙(crack)에 기인한다고 추정된다.
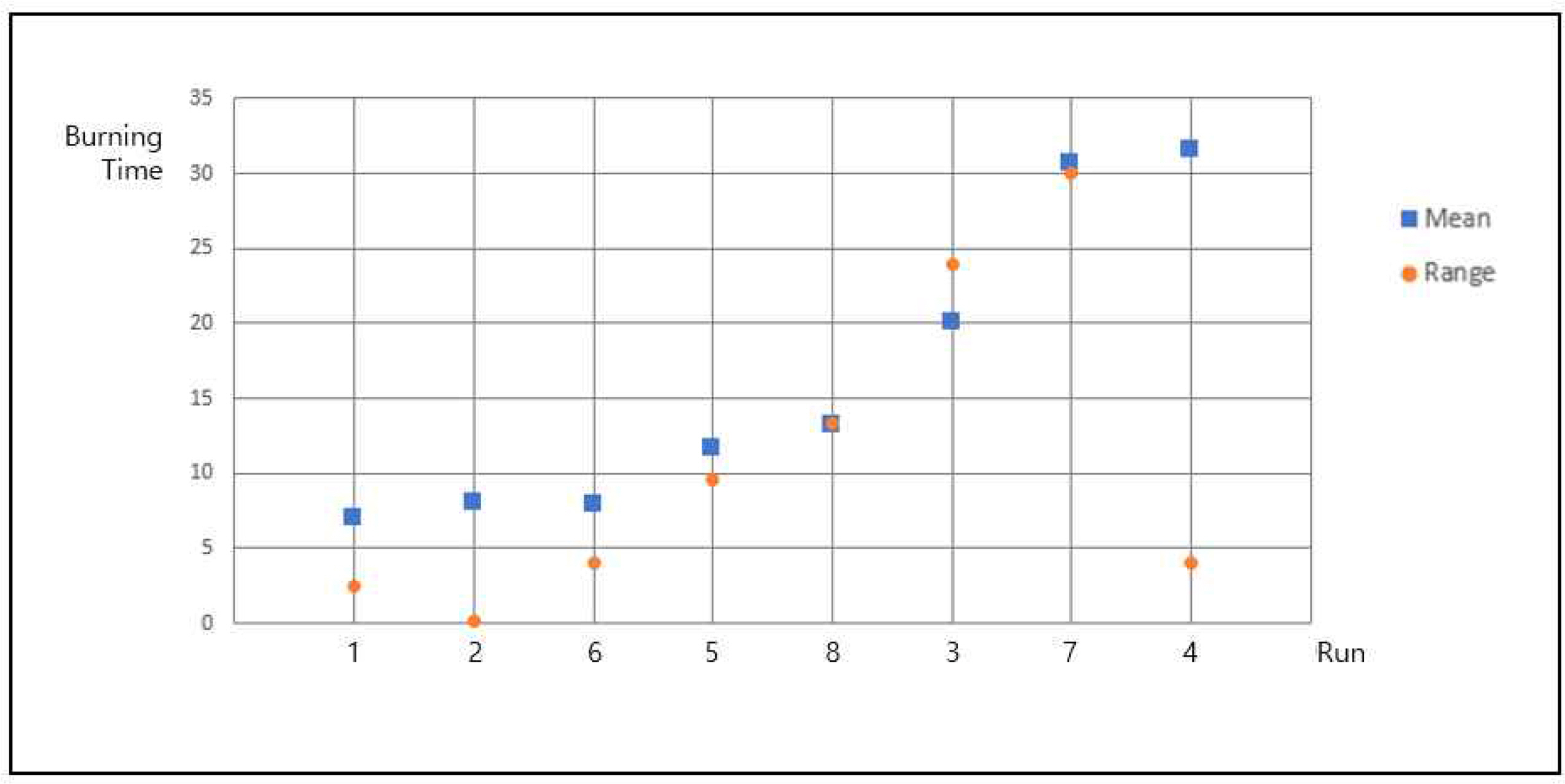
크랙 유무가 난연성에 미치는 영향을 파악하기 위해 추가시험을 진행하였다. 같은 실험조건에서 제작된 펠릿 중에서도 <Figure 6.1>과 같이 표면에 크랙이 없는 것과 <Figure 6.2>와 같이 크랙이 있는 것을 선별하여 자가 난연성 평가시험을 실시하였다. 크랙 유무에 따른 난연성시험 결과는 <Table 8>에 나타내었는데, 크랙이 있으면 연소시간이 길어진다. 조성조건에 따른 시험 결과의 평균과 범위를 <Figure 7>에 나타내었다. 3차에 걸친 난연성 평가시험 결과, 같은 실험조건에서 생성한 펠릿이라고 하더라도 표면 형태 등 물성이 다르면 난연성에 차이가 있음을 알 수 있다.
4. 공인시험
<Figure 7>을 보면, 1, 2, 6번 실험점의 연소시간 평균과 범위가 동시에 작다. 1번과 6번 조성은 난연재료인 탄닌산의 함량에 차이가 거의 없으므로 공인기관에 보낼 펠릿으로 둘 중 평균과 범위가 더 작은 1번을 선택한다. 그리고 원가가 아주 높은 탄닌산의 함량이 적으면서도 난연성이 좋은 2번 조성에서 나온 펠릿도 공인시험기관에 보내기로 하였다. 자가 시험결과 우수한 2가지 조건인 (목분, 탄닌산, PE, 윤활제) = (25, 41, 10, 2)(S1), (41, 25, 10, 2)(S2)와 탄닌성을 첨가하기 전 기존 조성(S3)에서 만든 펠릿을 핫 프레스로 압출하여 시편을 제작한 후 ‘한국건설생활환경시험연구원’에 KS 난연성 공인시험을 의뢰하였다. KS 난연성 공인시험 방법은 시편을 50±2℃에서 48시간 건조한 다음, 실리카겔을 넣은 건조기 안에 24시간 방치한 후 2분간 가열하여 연소시간을 기록하는 것이다. 시험 결과는 <Table 9>에 제시하였다. (목분, 탄닌산, PE, 윤활제) = (25, 41, 10, 2) (wt%) 조성에서는 기존 조성의 연소시간이 9초에서 1초로 9배 감소하였고, 탄닌산의 함유량이 낮은 (41, 25, 10, 2) (wt%) 조성에서 연소시간은 2초로서 기존의 9초에 비해 4.5배 줄어들었다. 탄닌산의 가격은 목분의 100배이다. 위의 두 가지 조성에서 탄닌산의 함량에 따른 연소시간을 보면 난연성과 경제성은 반비례 관계에 있음을 알 수 있다.
6. 토의 및 결론
새로운 혼합물 소재를 개발할 때 상황에 맞추어 유연하게 혼합물 실험계획을 활용해야 한다. 통계적인 분석이 가능할 만큼 데이터가 충분하고 데이터 분석 결과 통계적 유의성 검정이 가능하면 일반적 절차를 따르면 되겠다. 하지만 본 사례연구처럼 자원의 제약으로 인하여 실험을 충분히 시행할 수 없을 때는 D-최적화 방법 등에 따라 최소한의 실험점에서 시행한 실험 데이터에 기반하여 기본적으로 필요한 물성을 갖는 실험영역을 찾고, 이 영역에서 추가로 적은 수의 실험을 시행하여 가장 나은 조건을 찾는 것이 필요하다. 이는 실험 데이터의 분석보다는 실험설계에 초점을 맞추어 혼합물 실험계획을 활용하는 것이다.
다음으로 고려할 사항은 혼합물 신소재를 개발단계와 양산단계로 구분하여 생각하는 것이다. 본 연구에서는 사례를 통하여 새로운 물성을 갖춘 제품을 개발하는 단계에서 혼합물 실험계획을 활용하는 방법을 제시하였다. 하지만 개발환경과 양산환경이 서로 다르므로 일단 개발단계의 최적조건을 양산단계로 이관한 다음에는 양산을 위한 최적조건을 다시 탐색해야 한다. 양산공정 최적화를 거친 다음에도 여전히 원하는 만큼의 성능을 확보하지 못하거나 공정 수율이 충분하지 못할 수가 있다. 이때에는 제품을 생산하면서 공정을 향상해야 하는데, 생산을 수행하면서 공정을 개선하는 방법으로 Box(1957)가 개발한 진화적 조업법(Evolutionary Operation: EVOP)이 있다. Kim and Byun(2003)은 혼합물 생산공정을 대상으로 성분변수의 최적조건을 구하기 위한 혼합물 EVOP 절차를 개발하였고, Byun and Kim(2014)은 혼합물 EVOP의 각 단계에서 가장 열등한 점을 제외하고 새로운 점을 하나씩만 추가하는 혼합물 EVOP 방법을 새롭게 제시하였다. 혼합물 생산공정을 운영하면서 지속해서 공정을 개선하기 위해서 이와 같은 혼합물 EVOP 방법을 활용할 수 있겠다.
본 논문은 합성목재에 난연재료를 첨가하여 난연 합성목재를 개발하는 방법을 실험적으로 연구한 사례이다. 합성목재의 주성분인 목분 함량을 식물성 난연재료인 탄닌산으로 일정부분을 대체하여 혼합이 쉬우면서도 난연성을 확보하기 위한 실험연구를 했다. 예비실험에서는 목분, 탄닌산, PE, PP, 윤활제, 커플링제 등 6가지 성분을 대상으로 혼합물 최적실험계획법을 적용하여 7개의 꼭지점을 선정하였다. 이들 중에 PE가 PP보다 많이 함유되어야 한다는 조건에 맞지 않은 2개의 꼭지점을 제거한 후 5개의 꼭지점과 두 개의 기본 조성을 추가하여 총 7개의 조건에서 실험을 시행하였다. 가장 좋은 물성을 나타내는 조건과 가장 좋지 않은 조건을 비교한 결과, 이들의 차이는 목분, 탄닌산, PE, 윤활제 성분의 함량 차이에서 나타나는 것을 알고 본 실험에서는 이들 4개의 성분을 대상으로 꼭지점실험계획을 적용하였다. 8개의 실험조건에서 제작한 펠릿은 자가 난연성 시험을 진행하여 연소시간을 측정하였다. 난연성이 좋은 2개의 조건에서 제작한 펠릿을 핫 프레스를 활용하여 시편을 제작하고, 이것들을 공인시험기관에 보내어 KS 난연성 시험을 의뢰하였다. 시험 결과 탄닌산이 함유된 합성목재가 이를 포함하지 않은 합성목재보다 난연성이 크게 향상되었다. 특히, 난연성이 가장 좋은 조건인 (목분, 탄닌산, PE, 윤활제) = (25, 41, 10, 2)(wt%) 조성에서는 연소시간이 기존 합성목재의 9초에서 1초, 두 번째 좋은 조건인 (41, 25, 10, 2)(wt%) 조성에서는 2초로 감소하였다. 위의 두 가지 조건을 정리해 보면, 탄닌산이 41wt%, 25wt%일 때 연소시간은 각각 1초와 2초이다. 즉 탄닌산의 함량이 높을수록 연소시간은 줄어듦을 알 수 있다. 탄닌산의 가격은 목분 가격의 100배이다. 향후 탄닌산의 비율과 연소시간을 동시에 줄이기 위한 실험계획을 수행하여 제품의 경제성과 안전성/품질을 동시에 최적화하는 연구가 요망된다.